以下是:哪里经销10+8堆焊耐磨板的产品参数
| 最小起订 | 1平方 |
|---|
| 质量等级 | 一级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 多麦金属 |
|---|
| 产品规格 | 1400*3400 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 支持 |
|---|
| 产品型号 | 齐全 |
|---|
| 可售卖地 | 全国 |
|---|
| 适用领域 | 矿山 机械 水泥 火电厂 |
|---|
哪里经销10+8堆焊耐磨板,【多麦金属】高锰耐磨耐候钢板生产厂家为您提供哪里经销10+8堆焊耐磨板产品案例,联系人:朱经理,电话:17768165506、17768165506,QQ:1946909636,发货地:经济技术开发区创业大厦B塔310发货到云南省 红河市 个旧市、开远市、蒙自市、建水县、石屏县、弥勒市、泸西县、元阳县。 云南省,红河哈尼族彝族自治州 红河州被列为第二批新型城镇化综合试点地区。2019年12月,民委命名红河哈尼族彝族自治州为“全国民族团结进步示范州”。2022年,红河哈尼族彝族自治州实现生产总值(GDP)2863.08亿元,同比增长2.1%。
想要一睹哪里经销10+8堆焊耐磨板产品的真容吗?快来观看我们的视频吧!我们将带您走进一个全新的世界,感受产品的魅力与品质。
以下是:哪里经销10+8堆焊耐磨板的图文介绍


①经过短短几个月的使用,发现现使用的导向板存在着严重的偏磨现象,从上而下磨损逐渐加重。终因下边缘磨损过量致使导向板失效,现役材料接触区呈楔形,丧失了导向板的作用。同时在工作中,由于导向板呈楔形,钻箱向后面倾斜,钻杆在钻孔过程中不能垂直于顶板,在打孔过程中经常会打斜眼,严重影响锚杆支护的强度;钻箱离工作台太近,且导向板呈楔形导致钻箱斜置,下落过程中钻箱很容易与工作台相撞.严重影响钻箱的使用寿命和整机的开机时间,很大程度上影响了煤矿生产速度。②从直观地发现导向板与钻架主体之间的接触表面上布满了沿摩擦方向的划痕,且有较多明显可辨的沟槽,可见钻箱工作中发生了较严重的磨粒磨损。(2)微观分析通过使用发射扫描电子显微镜对现有导向板的磨损面进行扫描电镜(SEM)观察分析。从的SEM图像可以看到导向板的接触表面上有挤压剥落的现象,同时其表面也产生了大量由切削和犁沟作用形成的沟槽。通过SEM图像并结合磨粒磨损产生的原因可以看出导向板的损伤主要是来源于磨粒磨损。同时在磨损表面还存在大量的疲劳磨损和茹着磨损的痕迹,这些都会影响现有导向板的。复合耐磨钢板



【多麦金属】高锰耐磨耐候钢板生产厂家为您提供的 云南红河耐磨500钢板一站式服务包含设计、生产、安装,秉承以客户为中心的服务理念,用心去感受客户需求,公司主营 云南红河耐磨500钢板,为客户提供优质的产品、良好的技术支持、健全的售后服务以及真诚的态度均得到新老客户的一致好评。公司组织机构健全且拥有一批经验丰富、高素质、率的员工队伍,如果您对我公司的 云南红河耐磨500钢板产品服务有兴趣,请在线留言或者来电咨询。


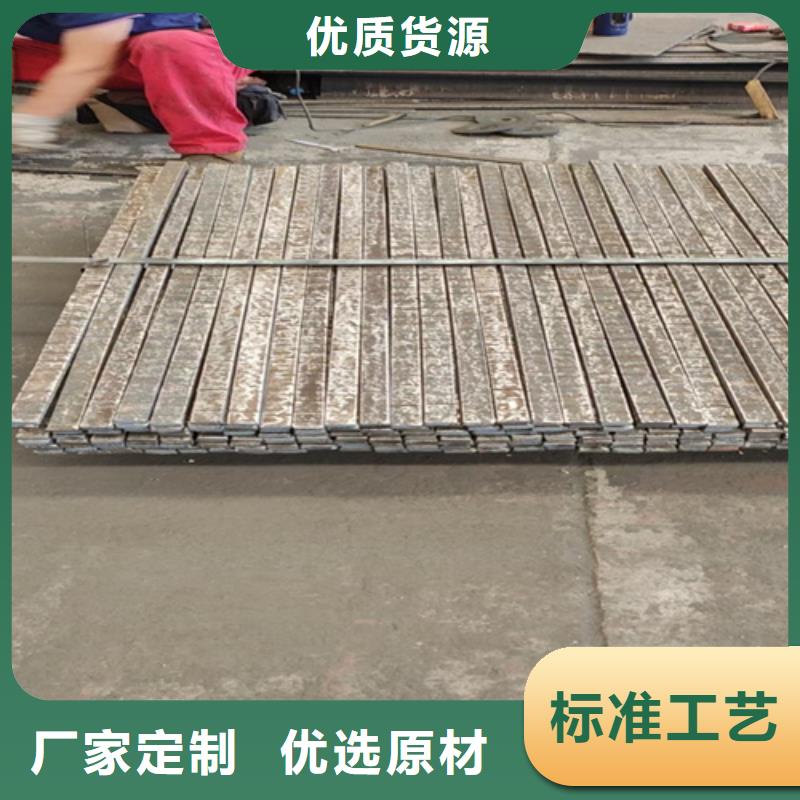
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、云南红河送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板


哪里经销10+8堆焊耐磨板_【多麦金属】高锰耐磨耐候钢板生产厂家,固定电话:17768165506,移动电话:17768165506,联系人:朱经理,QQ:1946909636,经济技术开发区创业大厦B塔310 发货到 云南省红河市。